1. ਕਰੱਸ਼ਰ ਤੇਜ਼ ਅਤੇ ਅਸਧਾਰਨ ਵਾਈਬ੍ਰੇਸ਼ਨਾਂ ਦਾ ਅਨੁਭਵ ਕਰਦਾ ਹੈ
ਕਾਰਨ: ਵਾਈਬ੍ਰੇਸ਼ਨ ਦਾ ਸਭ ਤੋਂ ਆਮ ਕਾਰਨ ਟਰਨਟੇਬਲ ਦੇ ਅਸੰਤੁਲਨ ਕਾਰਨ ਹੁੰਦਾ ਹੈ, ਜੋ ਕਿ ਹੈਮਰ ਬਲੇਡਾਂ ਦੀ ਗਲਤ ਸਥਾਪਨਾ ਅਤੇ ਪ੍ਰਬੰਧ ਕਾਰਨ ਹੋ ਸਕਦਾ ਹੈ; ਹੈਮਰ ਬਲੇਡ ਬੁਰੀ ਤਰ੍ਹਾਂ ਘਿਸੇ ਹੋਏ ਹਨ ਅਤੇ ਸਮੇਂ ਸਿਰ ਬਦਲੇ ਨਹੀਂ ਗਏ ਹਨ; ਕੁਝ ਹਥੌੜੇ ਦੇ ਟੁਕੜੇ ਫਸ ਗਏ ਹਨ ਅਤੇ ਛੱਡੇ ਨਹੀਂ ਗਏ ਹਨ; ਰੋਟਰ ਦੇ ਹੋਰ ਹਿੱਸਿਆਂ ਨੂੰ ਨੁਕਸਾਨ ਭਾਰ ਅਸੰਤੁਲਨ ਵੱਲ ਲੈ ਜਾਂਦਾ ਹੈ। ਵਾਈਬ੍ਰੇਸ਼ਨ ਪੈਦਾ ਕਰਨ ਵਾਲੀਆਂ ਹੋਰ ਸਮੱਸਿਆਵਾਂ ਵਿੱਚ ਸ਼ਾਮਲ ਹਨ: ਖੇਡਣ ਕਾਰਨ ਸਪਿੰਡਲ ਦਾ ਵਿਗਾੜ; ਗੰਭੀਰ ਬੇਅਰਿੰਗ ਪਹਿਨਣ ਨਾਲ ਨੁਕਸਾਨ ਹੋ ਸਕਦਾ ਹੈ; ਢਿੱਲੀ ਫਾਊਂਡੇਸ਼ਨ ਬੋਲਟ; ਹੈਮਰ ਦੀ ਗਤੀ ਬਹੁਤ ਜ਼ਿਆਦਾ ਹੈ।
ਹੱਲ: ਹੈਮਰ ਬਲੇਡਾਂ ਨੂੰ ਸਹੀ ਕ੍ਰਮ ਵਿੱਚ ਦੁਬਾਰਾ ਸਥਾਪਿਤ ਕਰੋ; ਹੈਮਰ ਬਲੇਡ ਨੂੰ ਬਦਲੋ ਤਾਂ ਜੋ ਇਹ ਯਕੀਨੀ ਬਣਾਇਆ ਜਾ ਸਕੇ ਕਿ ਹੈਮਰ ਬਲੇਡ ਦਾ ਭਾਰ ਭਟਕਣਾ 5 ਗ੍ਰਾਮ ਤੋਂ ਵੱਧ ਨਾ ਹੋਵੇ; ਨਿਰੀਖਣ ਨੂੰ ਪਾਵਰ ਆਫ ਕਰੋ, ਫਸੇ ਹੋਏ ਟੁਕੜੇ ਨੂੰ ਆਮ ਤੌਰ 'ਤੇ ਘੁੰਮਾਉਣ ਲਈ ਹੈਮਰ ਨੂੰ ਹੇਰਾਫੇਰੀ ਕਰੋ; ਟਰਨਟੇਬਲ ਦੇ ਖਰਾਬ ਹਿੱਸਿਆਂ ਨੂੰ ਬਦਲੋ ਅਤੇ ਇਸਨੂੰ ਸੰਤੁਲਿਤ ਕਰੋ; ਸਪਿੰਡਲ ਨੂੰ ਸਿੱਧਾ ਕਰੋ ਜਾਂ ਬਦਲੋ; ਬੇਅਰਿੰਗਾਂ ਨੂੰ ਬਦਲੋ; ਫਾਊਂਡੇਸ਼ਨ ਬੋਲਟਾਂ ਨੂੰ ਕੱਸ ਕੇ ਬੰਦ ਕਰੋ; ਘੁੰਮਣ ਦੀ ਗਤੀ ਘਟਾਓ।
2. ਕਰੱਸ਼ਰ ਕੰਮ ਦੌਰਾਨ ਅਸਧਾਰਨ ਆਵਾਜ਼ ਕਰਦਾ ਹੈ।
ਕਾਰਨ: ਧਾਤਾਂ ਅਤੇ ਪੱਥਰਾਂ ਵਰਗੀਆਂ ਸਖ਼ਤ ਵਸਤੂਆਂ ਪਿੜਾਈ ਚੈਂਬਰ ਵਿੱਚ ਦਾਖਲ ਹੁੰਦੀਆਂ ਹਨ; ਮਸ਼ੀਨ ਦੇ ਅੰਦਰ ਢਿੱਲੇ ਜਾਂ ਵੱਖ ਹੋਏ ਹਿੱਸੇ; ਹਥੌੜਾ ਟੁੱਟ ਗਿਆ ਅਤੇ ਡਿੱਗ ਪਿਆ; ਹਥੌੜੇ ਅਤੇ ਛਾਨਣੀ ਵਿਚਕਾਰ ਪਾੜਾ ਬਹੁਤ ਛੋਟਾ ਹੈ।
ਹੱਲ: ਮਸ਼ੀਨ ਨੂੰ ਜਾਂਚ ਲਈ ਰੋਕੋ। ਪੁਰਜ਼ਿਆਂ ਨੂੰ ਕੱਸੋ ਜਾਂ ਬਦਲੋ; ਪਿੜਾਈ ਚੈਂਬਰ ਵਿੱਚੋਂ ਸਖ਼ਤ ਵਸਤੂਆਂ ਨੂੰ ਹਟਾਓ; ਟੁੱਟੇ ਹੋਏ ਹਥੌੜੇ ਦੇ ਟੁਕੜੇ ਨੂੰ ਬਦਲੋ; ਹਥੌੜੇ ਅਤੇ ਛਾਨਣੀ ਵਿਚਕਾਰ ਕਲੀਅਰੈਂਸ ਨੂੰ ਵਿਵਸਥਿਤ ਕਰੋ। ਆਮ ਅਨਾਜ ਲਈ ਅਨੁਕੂਲ ਕਲੀਅਰੈਂਸ 4-8mm ਹੈ, ਅਤੇ ਤੂੜੀ ਲਈ, ਇਹ 10-14mm ਹੈ।
3. ਬੇਅਰਿੰਗ ਬਹੁਤ ਜ਼ਿਆਦਾ ਗਰਮ ਹੈ, ਅਤੇ ਪਿੜਾਈ ਮਸ਼ੀਨ ਦੇ ਕੇਸਿੰਗ ਦਾ ਤਾਪਮਾਨ ਬਹੁਤ ਜ਼ਿਆਦਾ ਹੈ।
ਕਾਰਨ: ਬੇਅਰਿੰਗ ਨੂੰ ਨੁਕਸਾਨ ਜਾਂ ਲੁਬਰੀਕੇਟਿੰਗ ਤੇਲ ਦੀ ਘਾਟ; ਬੈਲਟ ਬਹੁਤ ਜ਼ਿਆਦਾ ਤੰਗ ਹੈ; ਬਹੁਤ ਜ਼ਿਆਦਾ ਫੀਡਿੰਗ ਅਤੇ ਲੰਬੇ ਸਮੇਂ ਲਈ ਓਵਰਲੋਡ ਕੰਮ।
ਹੱਲ: ਬੇਅਰਿੰਗ ਬਦਲੋ; ਲੁਬਰੀਕੇਟਿੰਗ ਤੇਲ ਪਾਓ; ਬੈਲਟ ਦੀ ਜਕੜਨ ਨੂੰ ਵਿਵਸਥਿਤ ਕਰੋ (18-25mm ਦੀ ਚਾਪ ਉਚਾਈ ਬਣਾਉਣ ਲਈ ਆਪਣੇ ਹੱਥ ਨਾਲ ਟ੍ਰਾਂਸਮਿਸ਼ਨ ਬੈਲਟ ਦੇ ਵਿਚਕਾਰਲੇ ਹਿੱਸੇ ਨੂੰ ਦਬਾਓ); ਫੀਡਿੰਗ ਦੀ ਮਾਤਰਾ ਘਟਾਓ।
4. ਫੀਡ ਇਨਲੇਟ 'ਤੇ ਉਲਟੀ ਹਵਾ
ਕਾਰਨ: ਪੱਖੇ ਅਤੇ ਪਹੁੰਚਾਉਣ ਵਾਲੀ ਪਾਈਪਲਾਈਨ ਵਿੱਚ ਰੁਕਾਵਟ; ਛਾਨਣੀ ਦੇ ਛੇਕਾਂ ਵਿੱਚ ਰੁਕਾਵਟ; ਪਾਊਡਰ ਬੈਗ ਬਹੁਤ ਜ਼ਿਆਦਾ ਭਰਿਆ ਹੋਇਆ ਹੈ ਜਾਂ ਬਹੁਤ ਛੋਟਾ ਹੈ।
ਹੱਲ: ਜਾਂਚ ਕਰੋ ਕਿ ਕੀ ਪੱਖਾ ਬਹੁਤ ਜ਼ਿਆਦਾ ਘਿਸਿਆ ਹੋਇਆ ਹੈ; ਛਾਨਣੀ ਦੇ ਛੇਕ ਸਾਫ਼ ਕਰੋ; ਪਾਊਡਰ ਇਕੱਠਾ ਕਰਨ ਵਾਲੇ ਬੈਗ ਨੂੰ ਸਮੇਂ ਸਿਰ ਡਿਸਚਾਰਜ ਕਰੋ ਜਾਂ ਬਦਲੋ।
5. ਡਿਸਚਾਰਜ ਦੀ ਗਤੀ ਕਾਫ਼ੀ ਘੱਟ ਗਈ ਹੈ।
ਕਾਰਨ: ਹੈਮਰ ਬਲੇਡ ਬੁਰੀ ਤਰ੍ਹਾਂ ਘਿਸਿਆ ਹੋਇਆ ਹੈ; ਕਰੱਸ਼ਰ ਦੇ ਓਵਰਲੋਡਿੰਗ ਕਾਰਨ ਬੈਲਟ ਫਿਸਲ ਜਾਂਦੀ ਹੈ ਅਤੇ ਰੋਟਰ ਦੀ ਗਤੀ ਘੱਟ ਹੁੰਦੀ ਹੈ; ਛਾਨਣੀ ਦੇ ਛੇਕਾਂ ਵਿੱਚ ਰੁਕਾਵਟ; ਹੈਮਰ ਅਤੇ ਛਾਨਣੀ ਵਿਚਕਾਰ ਪਾੜਾ ਬਹੁਤ ਵੱਡਾ ਹੈ; ਅਸਮਾਨ ਫੀਡਿੰਗ; ਨਾਕਾਫ਼ੀ ਸਹਾਇਕ ਸ਼ਕਤੀ।
ਹੱਲ: ਹੈਮਰ ਬਲੇਡ ਨੂੰ ਬਦਲੋ ਜਾਂ ਕਿਸੇ ਹੋਰ ਕੋਨੇ 'ਤੇ ਸਵਿੱਚ ਕਰੋ; ਭਾਰ ਘਟਾਓ ਅਤੇ ਬੈਲਟ ਤਣਾਅ ਨੂੰ ਵਿਵਸਥਿਤ ਕਰੋ; ਛਾਨਣੀ ਦੇ ਛੇਕ ਸਾਫ਼ ਕਰੋ; ਹਥੌੜੇ ਅਤੇ ਛਾਨਣੀ ਵਿਚਕਾਰ ਪਾੜੇ ਨੂੰ ਢੁਕਵੇਂ ਢੰਗ ਨਾਲ ਘਟਾਓ; ਇਕਸਾਰ ਫੀਡਿੰਗ; ਉੱਚ-ਸ਼ਕਤੀ ਵਾਲੀ ਮੋਟਰ ਨੂੰ ਬਦਲੋ।
6. ਤਿਆਰ ਉਤਪਾਦ ਬਹੁਤ ਮੋਟਾ ਹੈ।
ਕਾਰਨ: ਛਾਨਣੀ ਦੇ ਛੇਕ ਬੁਰੀ ਤਰ੍ਹਾਂ ਘਿਸੇ ਹੋਏ ਜਾਂ ਖਰਾਬ ਹਨ; ਜਾਲੀ ਦੇ ਛੇਕ ਛਾਨਣੀ ਧਾਰਕ ਨਾਲ ਕੱਸ ਕੇ ਨਹੀਂ ਜੁੜੇ ਹੋਏ ਹਨ।
ਹੱਲ: ਸਕਰੀਨ ਜਾਲ ਨੂੰ ਬਦਲੋ; ਛਾਨਣੀ ਦੇ ਛੇਕਾਂ ਅਤੇ ਛਾਨਣੀ ਧਾਰਕ ਵਿਚਕਾਰ ਪਾੜੇ ਨੂੰ ਠੀਕ ਕਰੋ ਤਾਂ ਜੋ ਇਹ ਯਕੀਨੀ ਬਣਾਇਆ ਜਾ ਸਕੇ ਕਿ ਇਹ ਕੱਸ ਕੇ ਫਿੱਟ ਹੋਵੇ।
7. ਬੈਲਟ ਦਾ ਜ਼ਿਆਦਾ ਗਰਮ ਹੋਣਾ
ਕਾਰਨ: ਬੈਲਟ ਦੀ ਗਲਤ ਕੱਸਾਈ।
ਹੱਲ: ਬੈਲਟ ਦੀ ਕੱਸਾਈ ਨੂੰ ਵਿਵਸਥਿਤ ਕਰੋ।
8. ਹੈਮਰ ਬਲੇਡ ਦੀ ਸੇਵਾ ਜੀਵਨ ਛੋਟਾ ਹੋ ਜਾਂਦਾ ਹੈ
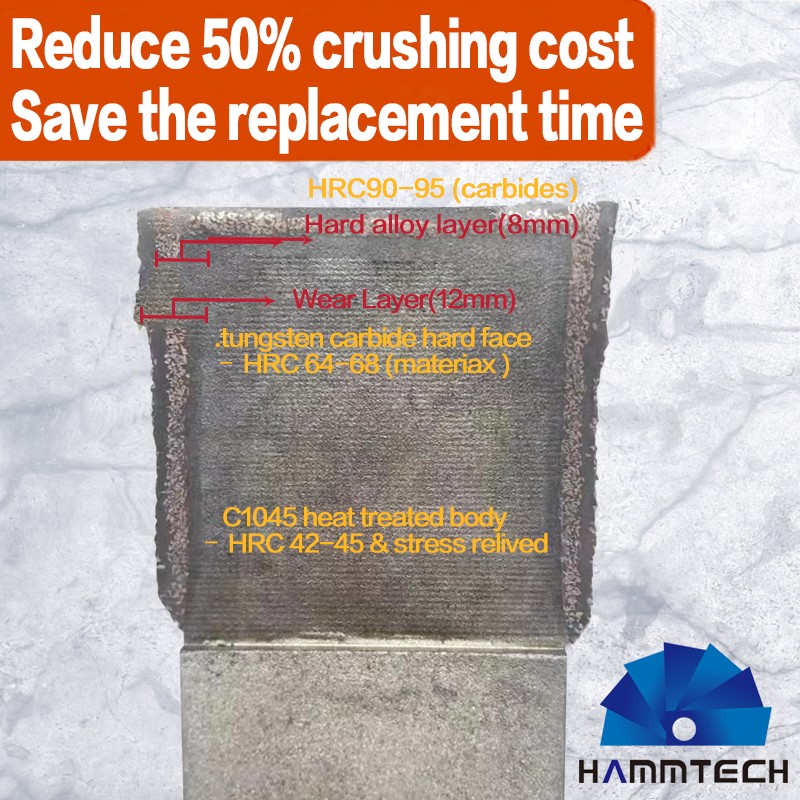
ਕਾਰਨ: ਸਮੱਗਰੀ ਵਿੱਚ ਬਹੁਤ ਜ਼ਿਆਦਾ ਨਮੀ ਇਸਦੀ ਤਾਕਤ ਅਤੇ ਕਠੋਰਤਾ ਨੂੰ ਵਧਾਉਂਦੀ ਹੈ, ਜਿਸ ਨਾਲ ਇਸਨੂੰ ਕੁਚਲਣਾ ਹੋਰ ਵੀ ਮੁਸ਼ਕਲ ਹੋ ਜਾਂਦਾ ਹੈ; ਸਮੱਗਰੀ ਸਾਫ਼ ਨਹੀਂ ਹੈ ਅਤੇ ਸਖ਼ਤ ਵਸਤੂਆਂ ਨਾਲ ਰਲਦੀ ਹੈ; ਹਥੌੜੇ ਅਤੇ ਛਾਨਣੀ ਵਿਚਕਾਰ ਪਾੜਾ ਬਹੁਤ ਛੋਟਾ ਹੈ; ਹਥੌੜੇ ਦੇ ਬਲੇਡ ਦੀ ਗੁਣਵੱਤਾ ਬਹੁਤ ਮਾੜੀ ਹੈ।
ਹੱਲ: ਸਮੱਗਰੀ ਦੀ ਨਮੀ ਨੂੰ 5% ਤੋਂ ਵੱਧ ਨਾ ਕੰਟਰੋਲ ਕਰੋ; ਸਮੱਗਰੀ ਵਿੱਚ ਅਸ਼ੁੱਧੀਆਂ ਦੀ ਮਾਤਰਾ ਨੂੰ ਜਿੰਨਾ ਸੰਭਵ ਹੋ ਸਕੇ ਘੱਟ ਕਰੋ; ਹਥੌੜੇ ਅਤੇ ਛਾਨਣੀ ਵਿਚਕਾਰ ਕਲੀਅਰੈਂਸ ਨੂੰ ਢੁਕਵੇਂ ਢੰਗ ਨਾਲ ਵਿਵਸਥਿਤ ਕਰੋ; ਉੱਚ-ਗੁਣਵੱਤਾ ਵਾਲੇ ਪਹਿਨਣ-ਰੋਧਕ ਹਥੌੜੇ ਦੇ ਟੁਕੜਿਆਂ ਦੀ ਵਰਤੋਂ ਕਰੋ, ਜਿਵੇਂ ਕਿ ਨਾਈ ਦੇ ਤਿੰਨ ਉੱਚ ਮਿਸ਼ਰਤ ਹਥੌੜੇ ਦੇ ਟੁਕੜੇ।
ਪੋਸਟ ਸਮਾਂ: ਫਰਵਰੀ-28-2025